While working to protect our extremely thin optical fiber, we experienced many delays and inconsistencies in attenuation and light performance. This indicated that our fiber was being damaged through some settings in the over jacketing process. Our initial method for testing the fiber took over an hour to measure around 10m of fiber in a destructive, non-repeatable manner.
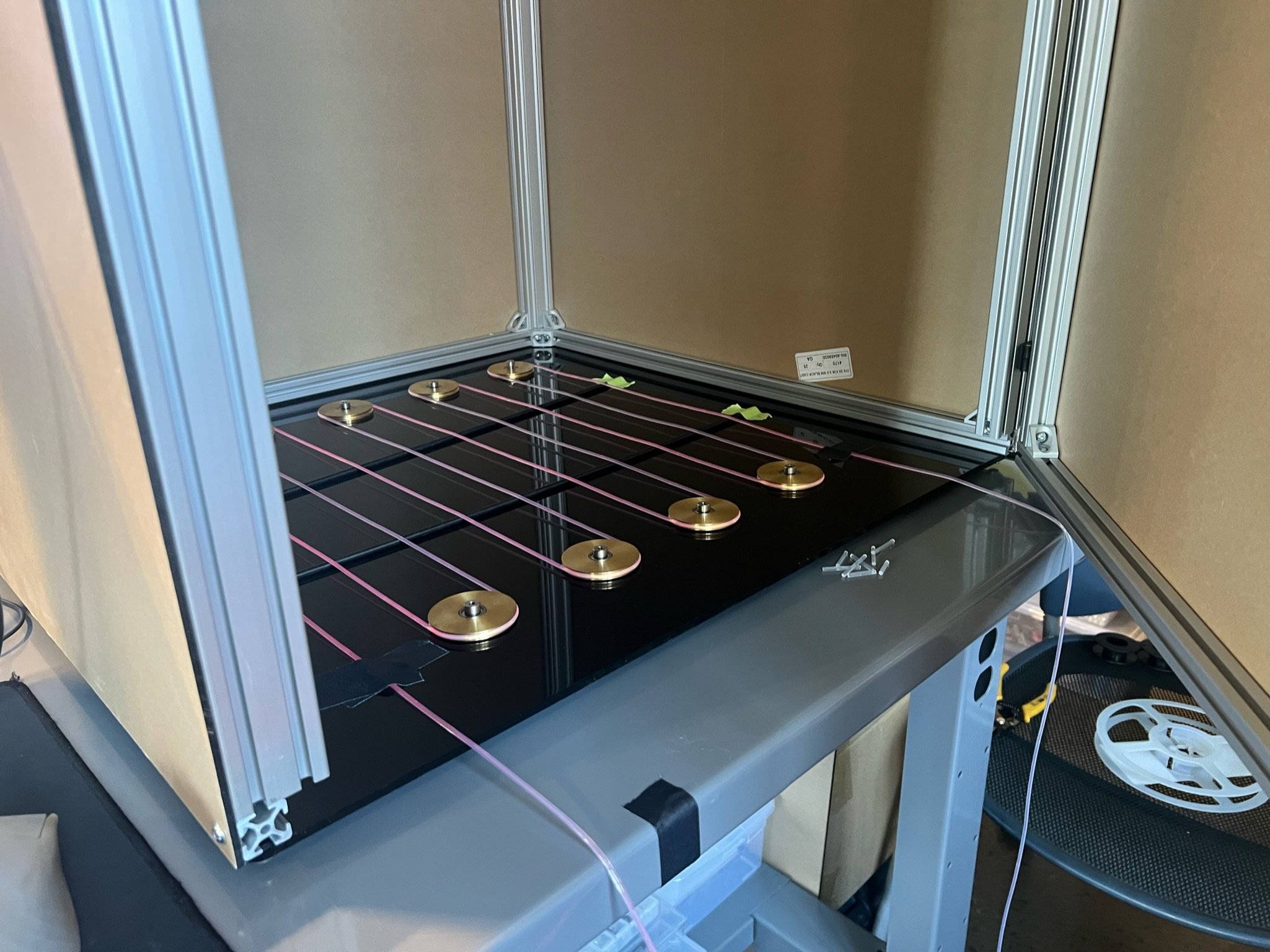
The pictured design shows our working test fixture, which, in its current version, allowed us to measure around 30m of fiber in less than a minute (an 180x increase in speed over the cutback method and 9x increase in speed over the camera method). Additionally, we are able to test the fiber over and over again as well as use the fiber in our products. This test fixture is a novel solution to test side-emitting optical fiber in a fast, repeatable, and non-destructive manner.
The PCBA, pulley system, firmware, and panel mount system were fully designed by me to eventually be used for our team in China. The initial pulleys and light chamber were machined and fabricated by me, but were eventually swapped for parts fabricated abroad but designed by me. The design utilized several machined and laser-cut custom parts, a custom PCBA which mounted peripherals like the screen, button, and power inputs as well as an Arduino Mega, and a calibrated ThorLabs photodiode and transimpedance amplifier.
Additionally, to keep the high power laser diode (~500 mW) output stable, I built a PID controller using a fiber power splitter and optical power meter that constantly read and fed back power to the laser driver based on a 10% power split. This was an unforeseen but critical portion of the fixture’s design, that allowed us to start taking readings within 2 seconds of turning the device on as opposed to the usual 2-5 minutes the laser would take to reach its actively cooled temperature.
This test fixture was the final step in our efforts to develop a fast, repeatable, and non-destructive method to measure our optical fiber’s attenuation on the line before it was added to our final products. It was extremely effective and repeatable, with results usually varying less than 2% between several sets of tests of the same fiber strand. Additionally, the fixture worked well for both wavelengths of light we planned on launching in the fiber. Further improvements would have allowed us to measure longer lengths of fiber (likely over 100m) and fully automated pull through and testing.
This system represented our first effort to test our jacketed fiber without using the destructive, slow, and non-repeatable cutback method.
The initial concept came from a simple premise: instead of measuring the end emission of a few points along the fiber, what if we measured the side emission at many points? While this test method may not be as accurate due to impurities in the jacketing and fiber itself, I relied on adding more points to strengthen the trends and data.
The first iteration of this test method only consisted of a cardboard box with my phone camera poking through a hole. This dark box allowed us to isolate the light escaping the fiber. We then moved toward an Allied Vision camera which was enabled through a python script I wrote leveraging my experience in computer vision to edge detect the fiber and plot the light output along its length.
The final design of this fixture included a large box built by another engineer on the project. I was fully responsible for the script and image capture as well as analysis of each fiber. Additionally, I designed and built the pulley system on the bottom panel, which allowed us to set a rough position for the fiber and pull 5m portions through.
The script took about 1.5 minutes to run and measured 5m at a time. This was a 20x increase on the cutback method which took over an hour to measure 10m. We tested portions of the fiber with both methods and determined that the fixture’s accuracy was well within the tolerance we required for the fiber.
This test method was an extremely useful intermediate method between the cutback testing method and our eventually photodiode-encoder method; we were able to test over 90 30m fiber spools and setting combinations to isolate potential issues in the manufacturing process.
A large part of the company hinged on affixing the fiber to our garments. Over the four years I was working at BioThred, we explored full garment knitting, technical embroidery, and custom fiber tunneling. I gained a large amount of experience working with fabrics and building soft goods during my time at the company; I learned about all parts of the soft goods manufacturing process, from sourcing and dyeing to final garment assembly. Additionally, I gained over 100 hours of experience working on a ZSK technical wire embroidery machine and its included software.
While the soft goods portion of the project ended up falling under the supervision of another engineer on the project, I continued to learn and brainstorm different methods of garment assembly and fiber incorporation. Additionally, I traveled to one of our partners to verify, observe, and test their assembly of our 70 test garments, spending days measuring and documenting the process.
As the fiber we were using for our garments was extremely thin, it required protection to ensure efficacious light delivery. We spent a lot of time mocking up and testing protection methods with a force gauge and predetermined bend radii.
After testing several methods, we settled on jacketing the fiber with a elastomer coating. Initially, we pulled fiber through custom extruded tubing at different durometers and diameters to test which was both effective and comfortable to a user. After completing initial testing, we began pouring silicone over our fiber with several custom molds we designed and fabricated.
This helped us settle on a final diameter and durometer to communicate with our partner overseas. From there, we had 1000s of meters of fiber overjacketed on an extrusion line to be incorporated into our test garments.
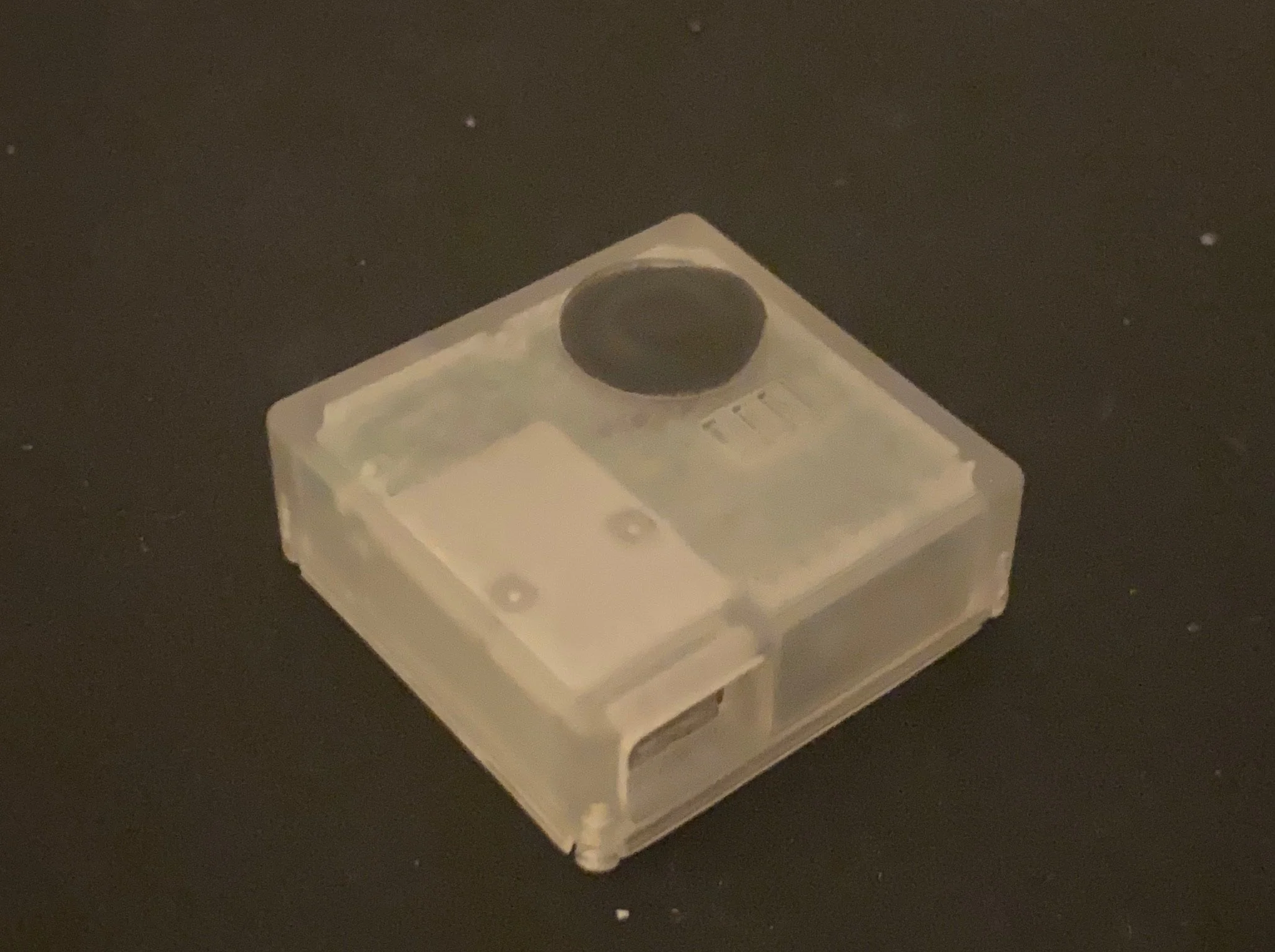
This prototype pod was developed and assembled in my apartment at the start of the Covid-19 pandemic. We were working with a team in China and needed to demonstrate the feasibility of our design, including battery power and optical design.
The pod featured a red and IR laser which combined light into a single fiber through one of our patented method. Additionally, this pod featured a PCB, designed and assembled by me, which included a microcontroller that I also programmed. This actually required a separate programming and laser mounting board to minimize the size of the pod, a huge objective of the development at this point.
One working model of the pod was shipped to our team in China to help with their understanding and initial development work.
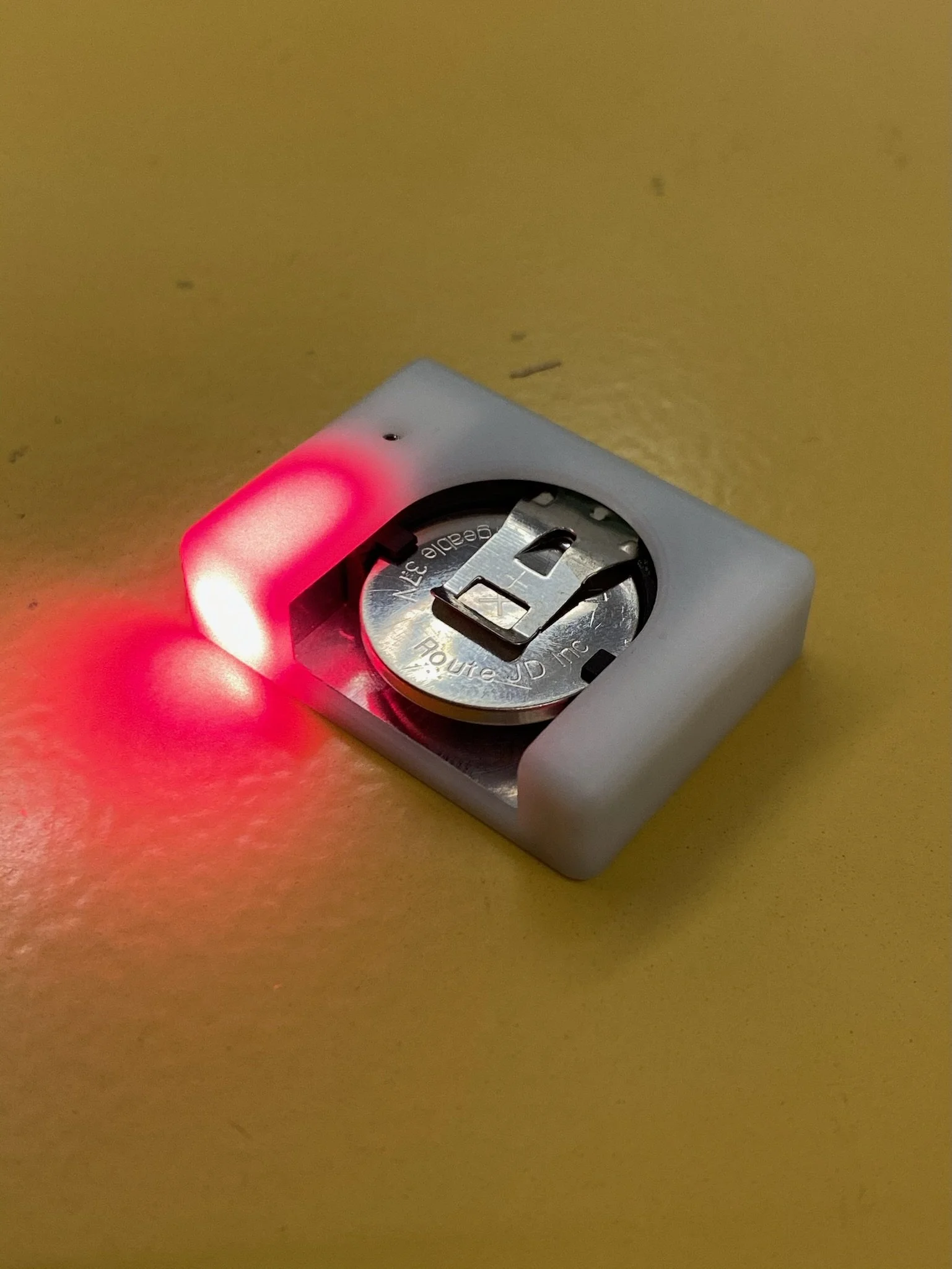
This prototype pod was created for a scheduled meeting with investors to power our first embroidered garments. It was a huge effort getting the garments together, and these pods were designed and fabricated to light them up and show the fiber light delivery system. Additionally, the PCBs, which were powered by a single coin cell battery boosted to light the laser diode, was the first one I designed and assembled myself.
This was the first deliverable I was assigned when starting at BioThred; we required 8 sets of full-garment-knitted socks to complete a very early stage of family and friends testing. These socks were to be powered as evenly as possible with laser diodes housed in pods on the heels of the sock.
We worked with a partner in California, including traveling there for a few days, to get the socks knitted to our specifications with fiber inlaid at proper distances. Concurrently, I worked on developing a pod that would be able to fit inside a pocket in the sock and light all the fibers acceptably.
I worked with another engineer on our team to design an appropriate drive circuit and repurposed a charging and boosting board to fit into our pod. Unfortunately, once we completed the socks, we realized that the lasers would shut off after 10 minutes due to overheating. I was able to implement an extremely quick change while still using most of the same fabricated parts to incorporate a small fan onto a redesigned heat sink that cooled the lasers.
We were able to complete the samples in time and each ran acceptably for almost an hour (significantly longer than the 15 minutes we required).